今回はINTAMSYS社PEEK-CFで試験片を作成、引張強度を測定しました。
※引張強度とは、試験片サンプルがの両端を破断されるまで引っ張り、その張力に対する
試験片サンプルの強度を測定し求められる機械的強度の値です。試験片がどの位、強度を持ち、どの程度まで伸びるかを測定することで、弾性率や降伏応力、ヤング率、ポアソン比を求めることができ、試験片サンプルの機械的特性を知ることができます。
引張強度を英語で表現するとtensile strengthです。
INTAMSYS社のオフィシャルデータでは、PEEK-CFの引張強度は87.4MPaとなっています。
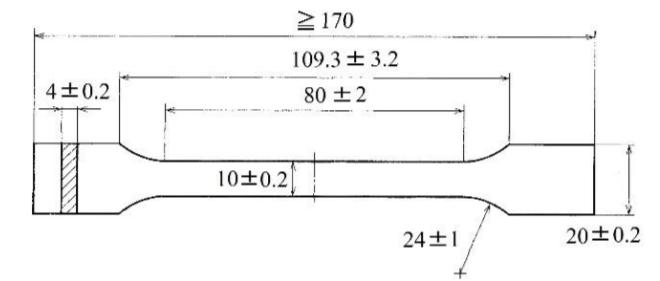
弊社でも測定用としてISO527試験片を10本造形しました。
そのうち5本を熱処理としてアニーリングしました。
熱処理(アニール)の方法として、試験片を恒温機に入れ150-200℃で約3時間焼入れを行います。